超精密特殊鏡面研磨、自動組立機の共栄電工株式会社


実績分野加工例
研磨前 |
 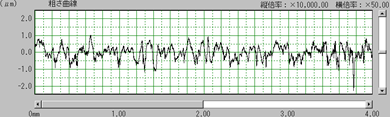
Ra0.31μm Ry2.06μm |

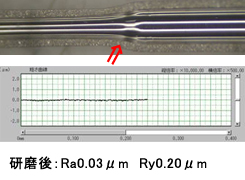
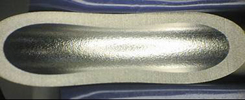
曲がり形状のパイプ内面研磨例です。 |
 | ||
研磨後 |
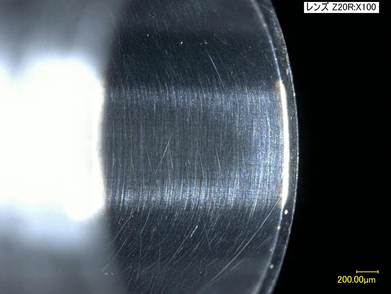 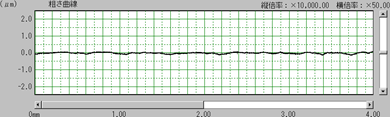 Ra0.03μm Ry0.21μm |
曲がり部  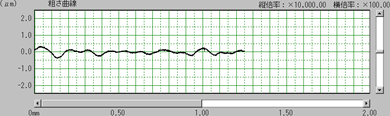 |
細管内面ばかりではなく、長尺、かつ大口径パイプの内面も、
当社の特殊鏡面研磨技術で鏡面に仕上げる事が可能です。
当社の特殊鏡面研磨技術で鏡面に仕上げる事が可能です。

半導体分野
フレキシブルチューブ 内面研磨(材質:SUS316L)
研磨前

研磨後
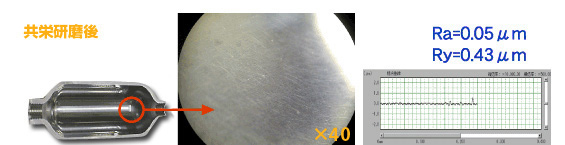
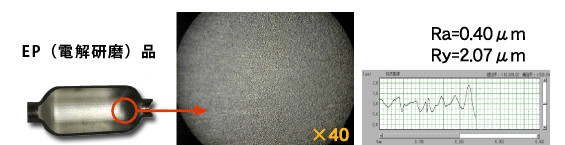
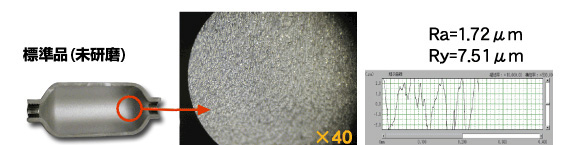
半導体分野
ボンベ内面研磨(材質:SUS316L)
我社の特殊研磨技術は、元形状に沿って磨くことができるので、
ボンベのような不連続曲面のある内面の全面を均質に磨けます。
ボンベのような不連続曲面のある内面の全面を均質に磨けます。
医療・分析機器分野
ノズル内面研磨(材質:SUS304)
血液等の生体検査装置や免疫検査装置用として採用されています。
大径から小径への絞り部分も鏡面にできます。
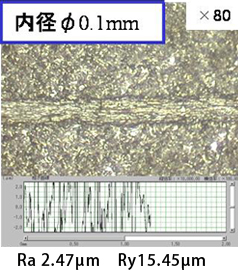
内径φ0.1から鏡面研磨が可能です。
太径部 外径φ1.0 内径φ0.7
細径部 外径φ0.7 内径φ0.4
大径から小径への絞り部分も鏡面にできます。
内径φ0.1から鏡面研磨が可能です。
太径部 外径φ1.0 内径φ0.7
細径部 外径φ0.7 内径φ0.4
研磨前
研磨後
医療・分析機器分野
細管内面研磨(材質:SUS316L)
高速液体クロマトグラフィー用カラムに採用されています。従来より小径管への移行が見られ、
内表面粗度の要求も高まっています。
内径φ0.1mm~:長さ1000mm まで研磨可能
内径φ0.2mm~:長さ2000mmまで研磨可能
内表面粗度の要求も高まっています。
内径φ0.1mm~:長さ1000mm まで研磨可能
内径φ0.2mm~:長さ2000mmまで研磨可能
研磨前
研磨後

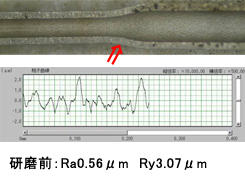
プレハブ配管
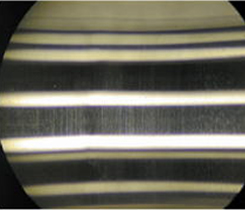
溶接部内面研磨(材質:SUS316L)
ガス系パイプに採用されています。曲げ、溶接部の従来の研磨工法では難しいレベルの研磨面が可能です。
研磨前
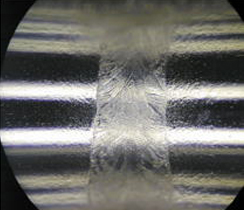
研磨後
曲げパイプ
材質:SUS316L

研磨前
研磨後

螺旋パイプ
材質:SUS316L

研磨前
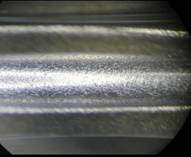
研磨後
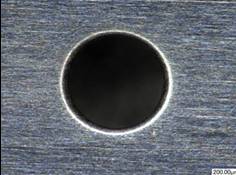
内面穴エッジ仕上げ
材質:SUS316
パイプにφ0.1の穴が約200個開いており、その内面にバリが発生しています。
当社の研磨技術により、内面のバリを除去すると同時に、鏡面研磨を行うことが可能です。

バリ状態
表面状態
当社の研磨技術により、内面のバリを除去すると同時に、鏡面研磨を行うことが可能です。
バリ状態
研磨前

研磨後

表面状態
研磨前

研磨後
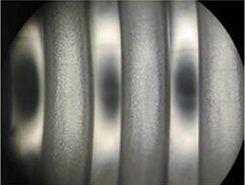
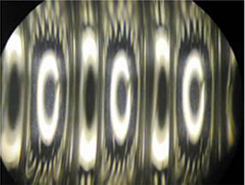
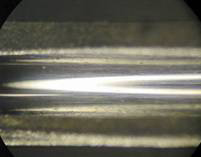
半導体製造装置部品にも多く使用されている石英パイプの内面研磨です。
パイプの下にアルファベットの文字を印刷し、研磨前後で透過性の違いを比較しました。
石英パイプ:ODφ15×IDφ14×60L
パイプの下にアルファベットの文字を印刷し、研磨前後で透過性の違いを比較しました。
石英パイプ:ODφ15×IDφ14×60L

|
研磨前
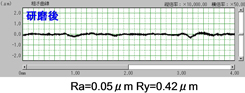
Ra=0.59μm Ry=4.49μm 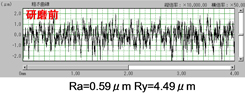 研磨後
 |